Corrosion under insulation (CUI) is a concern that industrial owners, engineers, and contractors spend a great deal of time managing every day. As a leader in the industrial insulation market, Johns Manville conducts corrosion-based testing to provide the industry with the information they need to make decisions. Johns Manville conducts tests using industry-accepted laboratory-scale ASTM protocols, as well as tests under simulated “real-world” environmental and installation conditions. One of these “real-world” accelerated tests is being finalized into a protocol by NACE Task Group 516 and is supported by several end-users. Southwest Research Institute® (SwRI) is currently leading a Joint Industry Program (JIP) based on the NACE protocol that includes seven end-users including major chemical, gas, and oil producers, four coating manufacturers, and five insulation manufacturers, including Johns Manville.
In 2016, Johns Manville was the first insulation manufacturer to use the NACE TG 516 protocol to evaluate our products with SwRI. Subsequently, in addition to participation in the JIP, we have continued to test additional products using the protocol and will be presenting the results for our Thermo-1200™ calcium silicate and Sproule WR-1200® perlite insulations in this blog.
The 6-month tests were conducted to accelerate conditions of corrosion on 2” carbon steel pipes wrapped with insulation, secured with metal cladding, and then exposed to two different environmental conditions. The first condition periodically immersed the assemblies in solutions with up to 1500ppm chloride. Throughout the test, the pipe temperatures were cycled between ambient and up to 900°F, resulting in cyclic wet and dry conditions. The second condition maintained the pipe temperatures at 45-60°F throughout the test, periodically submerging the samples in up to 1500ppm chloride solutions, so that the assembly remained wet for the entire duration of the test.
After the test duration, corrosion rates and depths were calculated using measurements from electrochemical, ultrasonic, and optical measurement techniques. The conclusions from the third party SwRI report include the following for the Thermo-1200™ and Sproule WR-1200 insulations, but also a third insulation – a silica aerogel blanket. The aerogel blanket was tested as a competitive benchmark.
- At constant low temperatures (45-60°F sweating conditions), Thermo-1200™, Sproule WR-1200 and the tested aerogel blanket all had similar corrosion rates and depths.
- At high-temperature cycling conditions (between ambient and up to 900°F), Thermo-1200™, Sproule WR-1200 and the tested silica aerogel blanket all had similar average wall loss. Although the average wall loss was the same for the three insulations, they deviated from each other both in localized pitting depth and in the type of iron oxide/corrosion byproduct that was formed on the pipe surface.
- Researchers found that deep, localized pitting was more significant with the tested silica aerogel blanket than it was with Thermo-1200™ or Sproule WR-1200 (Figure 1).
- Under the high-temperature conditions, Thermo-1200™ and Sproule WR-1200 had the thickest and most strongly adhered magnetite iron oxide layer, while the tested aerogel blanket had the thinnest and weakest magnetite layer as well as substantially more hematite (a much more fragile and friable iron oxide composition than magnetite). Because the average wall loss was the same for all three insulations, researchers expect the magnetite layer helps to limit additional corrosion with the thickest and most adhered layers (Figure 3).
- Thermo-1200™ and Sproule WR-1200 had thermal performance that outperformed NAIMA 3-E plus modeling results before and after 6 months of testing; whereas, the tested silica aerogel blanket underperformed when compared to the same modeling parameters (Figure 2).

Figure 1: Maximum pitting depths and rates for pipe samples installed with Thermo-1200™ calcium silicate, Sproule WR-1200 perlite and the tested silica aerogel blanket after high-temperature wet and dry cycling conditions for 6 months.

Figure 2: Expected and actual exterior metal sheathing temperatures with assemblies installed with Thermo-1200™ calcium silicate, Sproule WR-1200 perlite and the tested silica aerogel blanket after high-temperature wet and dry cycling conditions for 6 months.
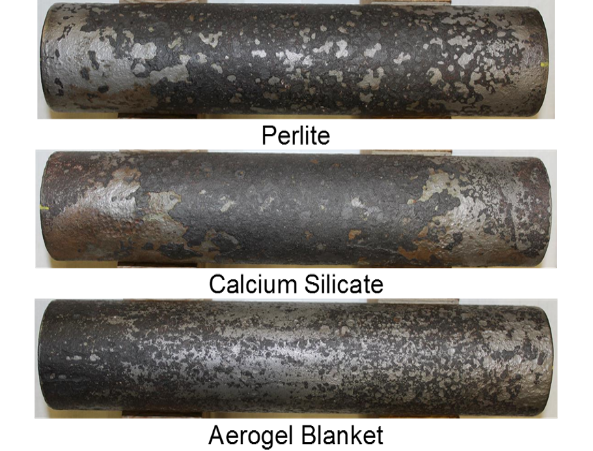
Figure 3: Magnetite formation on carbon steel pipes installed with Thermo-1200™ calcium silicate, Sproule WR-1200 perlite and the tested silica aerogel blanket after high-temperature wet and dry cycling conditions for 6 months.
Consensus is being reached by the industry that there is no silver bullet or assembly design that can be used for all applications. Therefore, information is key to making decisions so that the correct system design, including insulation selection, can be made. Johns Manville has and will continue to provide test data and information in the most unbiased and industry accepted mediums as possible.
The third part of this blog series will discuss the corrosion inhibiting benefits added to Johns Manville’s Thermo-1200™ and Sproule WR-1200 insulations. Mechanisms and longevity of the corrosion inhibitors will be backed by data from industry accepted protocols next month.
If you have additional questions regarding this study, please contact your JM sales representative and/or JM technical services engineer.